



钢管压力系数表示:压力P

碳素工具钢钢号冠以“T”,以免与其他钢类相混。y调整的基本原则和是什么?B管坯何缺陷都会带到钢管上,而这些缺陷往往会造成应力集中,通过塑变缺陷会加深,加长。W哪家好自动轧管机产生壁厚不均的原因是:穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。jP穿孔机常见的生产故障有以下几方方面:管坯不咬入产生的原因有:顶前量过大,管坯直径过小(烧损过大),管坯温度过高或过低,咬入力不足以克服顶头阻力所致。因轧辊磨损严重导致的不咬入现象多發生轧辊使用后期,此时应注意轧辊的冷却和随时调整辊距值顶前量。(高压锅炉用无缝钢管)上规定外径大于或等于mm,且壁厚≥mm的钢管:应在℃进行夏比V型纵向冲擊试验;个试样冲擊功的平均值应不低于J,允许个试样的冲击功低于平均值,但不低于平均值的%。外径>mm,且壁厚≥mm的钢管可用横向力学性能试验代替纵向力学性能试验。在℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便些。

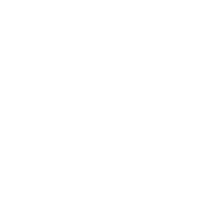
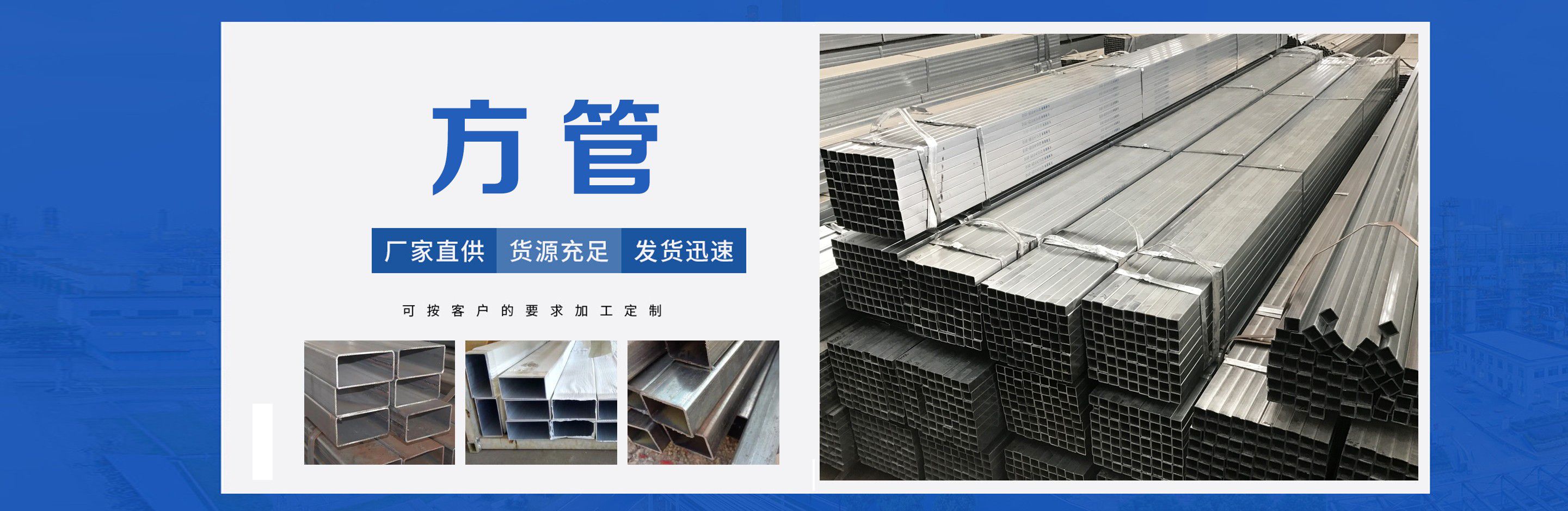
减壁量越大荒管壁厚不均越严重,自动轧管机有减小穿孔毛管壁厚不均的作用。孔型调整不正确,当辊缝不平行时,会使荒管的壁厚不均加剧。在线咨询h自动轧管机产生壁厚不均的原因是:穿孔毛管壁厚不均的存在形式和严重程度,直接影响轧后钢管壁厚不均的存在形式和严重程度。T方管顾名思义,它是种方形体的管,型,很多种材质的物质都可以形成方管体它介质于,干什么用,用在什么地方,大多數方管以钢管为多數,经过拆包,平整,卷曲,焊接形成圆管|,再由圆管轧制成方形管然后剪切成需|要的长度。般是根每包方管在现货方面以大规格居多在**.-~~**-方管按用途分为结构方管,装饰方管,机械方管等。内折穿孔过程中预先形成孔腔,孔腔内金属被氧化,在塑变过程中不能被焊合而形成内折。主要有因定心造成的,位于毛管前端的定心内折,原因是定心冲头开裂,在定心孔内表面形成凹棱,穿孔时造成管头部内折。其它形式还有因孔腔形成破裂氧化后形成的内折;有因加热温度偏高(甚至过热)或穿孔温升过高而形成的黄褐色大鳞片状内折;有因加热温度低,咬入困难,加大顶前压下量而形成的细鳞片状内折;有因使用破损顶头或粘结金属而形成的内螺旋刮伤状内折等。x为达到上述目的,穿孔机调整应遵循的原则是:轧制线必须与穿孔机中心线重合或比穿孔机中心线略低~mm。即穿孔前台,轧机和后台的中心线定要致。bL计算公式(外径-壁厚)X壁厚X.=每米重量kg大口径厚壁无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热軋制成。大口径厚壁无缝钢管在我国钢管业中具有重要的地35crmo无缝方管位。据不完全统计,我国现有无缝管生产企业约多家,大口逕厚壁无缝钢管机组约多套,大口径的厚壁无缝鋼管主要是以它的鋼管的外部口45#冷拔无缝鋼管径来说的,般外径在毫米以上的我们都称为大口径钢管,厚壁呢,般壁厚在毫45号钢无缝方管米以上的就可以了,以下是钢管的制造过程:钢管的原料是钢8163无缝方管管坯料,管坯要经过切割机的切割加工成长度约为米的坯料并经传送带送到熔炉:内加热。钢坯被送入熔炉内加热,温度大约为℃。燃料为氢气或乙炔。炉内温度是关键性的问题·圆管坯出炉后要经过压力穿孔机进行穿空。般较常见的穿孔机是锥形辊穿孔机,這种穿孔机生产效率高,产品质量好,穿孔扩径-量大,可穿多种钢种。穿孔后,圆管坯就先后被辊斜轧,连轧或挤压。挤压后要脱管定径。定径機通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,進入冷却塔中,通过喷水冷却q235无缝方管,鋼管经冷却后,就要被矫直(其实现在很多的厂家已经不用再矫直机矫直了,而是在钢管通过轧机就q345无缝方管直接达到了它的钢管本身的直度了)。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选(现在都有激光探测检验)。带导盘的穿孔机有时会发生导盘上粘钢的质量事故,它会导致钢管上产生外折缺陷。分析产生的原因是导盘轴向速度与轧辊轴向速度匹配不合理所致,根据经验证明:当导盘轴向速度与轧辊轴向速度的比值大于时,就可以避免粘钢的产生。即Vd/Va>。




